|
自攻螺絲的性能規定(Tapping Screw Performance Specifications
时间:2013-10-11
自攻螺絲的性能規定(Tapping Screw Performance Specifications
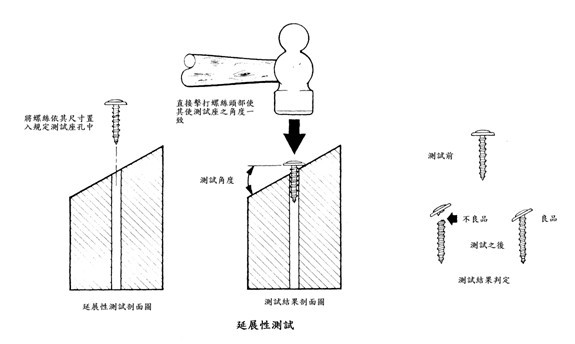
1 延展性試驗
1.1 適用範圍 : 所有種類自攻螺絲
1.2 測試目的 : 檢查產品在組裝旋轉或旋緊或在上述過程受到衝擊應力時
是否會產生頭部脆斷之危險.
1.3 測試裝置 : A.延展性測試座.
B.小鐵鎚.
1.4 建議最少測試量 : 每批8支,每批批量不超過250M PCS.
1.5 測試程序 : A.將螺絲置入測試座中適當之孔內.
B.以鐵鎚擊打頭頂使測件之承受面與測座之座面符合.
C.檢查.
1.6 不良 : 如果頭與螺絲柄完全分離者為測試不良.
1.7 產品不良因素 : A.心部硬度太高.
B.滲碳層太深.
C.沖孔太深.
D.頭下內圓徑太小.
2 扭力強度試驗
2.1 適用範圍 : 所有種類自攻螺絲
2.2 測試目的 : 檢查產品因為扭力不足在組裝旋轉或旋緊扭斷.
2.3 測試裝置 : A.螺絲夾具.
B. 夾具夾持座.
C. 螺絲測定固定座.
D. 精度在2%內之扭力扳手.
2.4 建議最少測試量: 每批4支,每批批量不超過250M PCS.
2.5 測試程序 : A.將螺絲置入測試夾具中再將夾具置入夾具支持座,螺絲至少
應有兩牙在夾具中,兩牙在夾具外.
B.將支持座固定在測定固定座上.
C.扭轉扳手直到螺絲扭斷.
D.記錄破壞值.
2.6 不良 : 螺絲扭斷值小於規定值.
2.7 產品不良因素 : A.心部硬度太低.
B.表面硬度太低.
C.有效滲碳層不足.
D. 最小徑(牙底徑)太小.
3 攻入試驗
3.1 適用範圍 : 除Type 25外之所有種類自攻螺絲
3.2 測試目的 : 檢查產品是否會因組裝時螺紋崩壞而導至組合失敗.
3.3 測試裝置 : A.測試鋼板.
B. 扭轉工具(可使用電動工具,但不能超過500rpm).
3.4 建議最少測試量: 每批4支,每批批量不超過250M PCS.
3.5 測試程序 : A. 將螺絲鎖入測試鋼板直到第一個完整螺紋通過鋼板,Plain
的螺絲可上少許油. <
B. 檢查螺紋是否崩壞.
註 : 本測試可與旋入扭力測試及氫脆化測試一起實施.
3.6 不良 : 螺絲旋入後螺紋崩壞.
3.7 產品不良因素 : A.有效滲碳層不足.
B.滲碳硬度太低.
C.測試鋼板太硬.
D. 測試孔太小.
4 旋入扭力試驗
4.1 適用範圍 : 螺紋滾成(三角牙)自攻螺絲
4.2 測試目的 : 檢查產品是否因組裝時旋入扭力過高而導至組合困難.
4.3 測試裝置 : A.測試鋼板.
B. 精度在2%內之扭力扳手.
4.4 建議最少測試量: 每批4支,每批批量不超過250M PCS.
4.5 測試程序 : A.將螺絲以扭力扳手旋入測試鋼板直到第一個完整螺紋通
過鋼板,Plain的螺絲可上少許油. <
B.記錄最高扭力值.
註 : 本測試可與旋入測試及氫脆化測試一起實施.
4.6 不良 : 螺絲旋入最高扭力大於規定值.
4.7 產品不良因素 : A.螺紋滾成時未適當成型.
B.滲碳硬度太低.
C.滲碳深度不足.
D.測試鋼板太硬.
E.測試孔太小.
F.產品需上油或上臘.
5 氫脆化試驗
5.1 適用範圍 : 所有電鍍自攻螺絲
5.2 測試目的 : 提早發現以預防電鍍自攻螺絲因為氫脆化而在鎖緊後24小時
崩壞.
5.3 測試裝置 : A.測試鋼板.
B. 精度在2%內之扭力扳手.
C. 平面華司.
5.4 建議最少測試量: 每批8支,每批批量不超過250M PCS.
5.5 測試程序 : A.以扭力強度之平均為基準,將之乘以80%為鎖緊扭力.
B. 將平面華司套入螺絲再將螺絲旋入測試鋼板,旋緊至鎖緊扭
力,並置放24小時.
C.將螺絲旋鬆後再旋緊至鎖緊扭力.
5.6 不良 : 從測試開始至測試終了,不可有任何螺絲斷頭.
5.7 產品不良因素 : A.電鍍後未烘乾.
B.螺絲以太高之鎖緊扭力鎖緊.
C.未套入華司造成夾緊扭力過高.
D.孔深太深.
6 攻速試驗
6.1 適用範圍 : 僅用於自鑽螺絲
6.2 測試目的 : 發現自鑽螺絲攻速太慢或因生產問題導致之攻鑽問題.
6.3 測試裝置 : A.攻速試驗機.
B. 測試鋼板,厚0.060” - 0.064”,硬度HRB 60 - 85.
6.4 建議最少測試量:
a. 5,000支以下 6 支.
b. 5,001 - 15,000支 12 支.
c. 15,001 - 50,000 支 18 支.
d. 50,001 - 250,000 支 25 支.
註 : 每批批量不超過250,000 支.
e. 如果依上述抽樣測試有一支超過最低攻速要求時,可依下列抽樣計劃
實施雙倍檢驗.
抽樣數 慢攻速1 過慢攻速2
12 1 0
24 1 0
36 2 1
50 3 1
註1 : “慢攻速”專指樣品超過最大攻鑽時間但不超過兩倍.
2 : “過慢攻速”專指樣品超過最大攻鑽時間兩倍.
6.5 測試程序 : A.將試件裝上測試機.
B. 調整測試機以便試件在攻穿鋼板並超過一個完整牙時,測
試機可以停止並記錄穿透時間.
C.記錄測試時間.
6.6 不良 : 依上述抽樣表測試時,測試時間超過規定值.
6.7 產品不良因素 : a. 樣品鑽尾毛邊 e. 測試鋼板太厚
b. 滲碳硬度太低 f. 軸向荷重太緊
c. 滲碳深度不足 g. 攻速太慢
d. 測試鋼板太硬 h. 表面被覆太厚
7 自攻螺絲測試鋼板選擇表
7.1 Type A
尺寸 延展性測試
最小角度 最低扭矩強度
lb-in. 測試鋼板( HRB 70 - 85)
厚度 0.002 孔徑 0.001
2-32 10 4 0.048 0.076
3-28 10 9 0.048 0.081
4-24 10 12 0.048 0.086
5-20 10 18 0.048 0.1065
6-18 10 24 0.075 0.116
7-16 10 30 0.075 0.1285
8-15 10 39 0.075 0.136
9-14 10 43 0.075 0.149
10-12 10 48 0.125 0.159
12-11 10 83 0.125 0.1875
14-10 10 125 0.125 0.2165
16-10 10 152 0.1875 0.238
18-9 10 196 0.1875 0.261
20-9 10 250 0.1875 0.290
24-9 10 492 0.1875 0.3438
最低樣本數 8 4
7.2 Type AB, B, BT
尺寸 延展性測試
最小角度 最低扭矩強度
lb-in. 測試鋼板( HRB 70 - 85)
英制 公制 厚度 0.002 孔徑 0.001
2-32 M2.2x0.79 10 4 0.048 0.076
3-28 10 9 0.048 0.081
4-24 M2.9x1.06 10 13 0.048 0.086
5-20 10 18 0.048 0.1065
6-20 M3.5x1.27 10 24 0.075 0.116
7-19 10 30 0.075 0.1285
8-18 M4.2x1.41 10 39 0.075 0.136
10-16 M4.8x1.59 10 56 0.125 0.159
12-14 M5.5x1.81 10 88 0.125 0.1875
1/4-14 M6.3x1.81 10 142 0.1875 0.2165
5/16-12 M8x2.12 10 290 0.1875 0.272
3/8-12 M9.5x2.12 10 590 0.1875 0.3281
最低樣本數 8 4
7.3 Type F, T (23) 英制
尺寸 延展性測試
最小角度 最低扭矩強度
lb-in. 測試鋼板( HRB 70 - 85)
厚度 0.002 孔徑 0.001
2-56 10 5 0.078 0.073
3-48 10 9 0.094 0.081
4-40 10 13 0.109 0.096
5-40 10 18 0.109 0.101
6-32 10 23 0.140 0.120
8-32 10 42 0.140 0.147
10-24 10 56 0.1875 0.173
10-32 10 74 0.1875 0.177
12-24 10 93 0.1875 0.199
1/4-20 10 140 0.250 0.228
1/4-28 10 179 0.250 0.234
5/16-18 10 306 0.3125 0.290
5/16-24 10 370 0.3125 0.295
最低樣本數 8 4
7.4 Type F, T (23) 公制
尺寸 延展性測試
最小角度 最低扭矩強度
lb-in. 測試鋼板( HRB 70 - 85)
厚度 0.002 孔徑 0.001
M2x0.4 10 4 0.078 0.067
M2.5x0.45 10 10 0.094 0.083
M3x0.5 10 18 0.109 0.102
M3.5x0.6 10 27 0.140 0.122
M4x0.7 10 41 0.140 0.138
M5x0.8 10 83 0.1875 0.177
M6x1.0 10 142 0.250 0.213
M8x1.25 10 354 0.312 0.291
最低樣本數 8 4
7.5 螺紋滾成 (三角牙) 英制
尺寸 延展性測試
最小角度 最低扭矩強度
lb-in. 測試鋼板( HRB 70 - 85) 旋入扭矩
厚度 0.002 孔徑 0.001 磷酸鹽及油
鍍鎘
lb-in. 鍍鋅
lb-in.
2-56 10 6 0.125 0.075 4.5 6
3-48 10 10 0.125 0.087 7.5 9.5
4-40 10 14 0.125 0.098 9 13
5-40 10 22 0.125 0.110 12 16
6-32 10 24 0.125 0.120 14 20
8-32 10 48 0.1875 0.147 25 32
10-24 10 65 0.1875 0.166 35 52
10-32 10 74 0.1875 0.172 35 52
1/4-20 10 156 0.250 0.219 90 120
5/16-18 10 330 0.312 0.277 180 240
3/8-16 10 600 0.375 0.339 240 300
最低樣本數 8 4 4 4
7.6 螺紋滾成(三角牙)公制
尺寸 延展性測試
最小角度 最低扭矩強度
lb-in. 測試鋼板( HRB 70 - 85) 旋入扭矩
厚度 0.002 孔徑 0.001 磷酸鹽及油
鍍鎘
lb-in. 鍍鋅
lb-in.
M2x0.4 10 6 0.125 0.070 4 5
M2.5x0.45 10 11 0.125 0.088 7 9
M3x0.5 10 19 0.125 0.106 11 15
M3.5x0.6 10 31 0.125 0.124 17 21
M4x0.7 10 46 0.207 0.142 22 30
M5x0.8 10 93 0.207 0.179 42 53
M6x1.0 10 157 0.250 0.2125 66 81
M8x1.25 10 380 0.315 0.2875 142 177
M10x1.5 10 770 0.394 0.362 248 310
最低樣本數 8 4 4 4
7.7 自鑽螺絲
尺寸 延展性測試
最小角度 最低扭矩
強度 lb-in. 氫脆測試鋼板 (RB60-85)
0.002” 攻速測試鋼板
(RB60-85)
0.002” 攻速
rpm 軸向負荷
表面處理 註1 攻穿
時間
max, sec
英制 公制 Style 2 style 3 A B C
4-24 M2.9x1.06 5 14 0.079 --- 0.062 2500 25 30 45 2.0
6-20 M3.5x1.27 5 24 0.090 0.110 0.062 2500 30 35 45 2.5
8-18 M4.2x1.41 5 42 0.098 0.142 0.062 2500 30 35 45 3.0
10-16 M4.8x1.59 5 61 0.110 0.173 0.062 2500 35 40 50 3.5
12-14 M5.5x1.81 5 92 0.142 0.209 0.062 1800 45 50 60 4.0
1/4-14 M6.3x2.12 5 150 0.173 0.209 0.062 1800 45 50 60 5.0
最低抽樣數 8 4 註 2 註3
註1 : 表面處理分類 :
A : 表面處理厚度未超過0.0003” (含).
B : 表面處理厚度超過0.0003”.
C : 鍍鉻樣品.
2 : 樣品公稱尺寸 #4 - #10使用2500 rpm. #12及1/4” 建議使用1800 rpm.也可以使
用2500 rpm,但是必須注意避免因表面高速之產生之高熱影響檢測結果.
3 : 請參照 6.4 段規定之抽樣表.
|